Техническая информация по применению конденсаторной сварки
Главной движущей силой этого сварочного процесса является конденсаторная батарея большой емкости, которая выпускает накопленную электрическую энергию через кончик основания на крепежный элемент, который будет приварен. При этом разряд энергии длится на протяжении 0,001-0,003 сек.
В отличие от других сварочных процессов конденсаторная сварка CD предполагает два способа приварки.
Материалы, подходящие для приварки:
- Омедненная сталь,
- Нержавеющая сталь,
- Алюминий,
- Латунь.
Преимущества:
- Рекордно высокая скорость приварки.
- Низкие энергозатраты.
- Возможность приварки к стальным листам толщиной от 0,5 мм. При этом место приварки совершенно не заметно на противоположной стороне и не повреждает гальваническое и полимерное покрытие.
- Диаметр шпилек от 2 мм.
Технология не требует использования керамических колец и защитного газа, ограничивающих область сварки.
Виды крепежа:
- резьбовые и безрезьбовые шпильки,
- резьбовые втулки,
- окрашенные шпильки, которые очищаются при наворачивании гайки,
- шпилька приварная "Ель"
- однолепестковые и двухлепесткоые контакты заземления,
- болты заземления,
- гвозди приварные изоляционные.
Первый способ включает в себя следующие этапы:
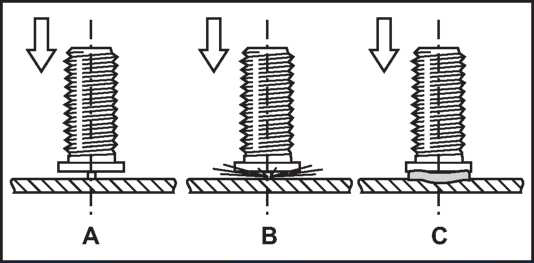
- Крепежный элемент вставляется в пистолет контактного типа. После этого он выставляется, как нужно, и прижимается пружиной к поверхности. При этом можно регулировать прижимное усилие.
- После запуска сварочного процесса возникает электрическая дуга между крепежным элементом и основанием. Эта дуга расплавляет нижнюю границу крепежного элемента и само основание, к которому он будет приварен.
- После плавления кончика крепежного элемента он под силой пружины сварочного пистолета прижимается к привариваемой поверхности. Таким образом, получается надежное и прочное сварное соединение.
Второй способ также состоит из последовательных этапов и называется «метод предварительного подъема»:
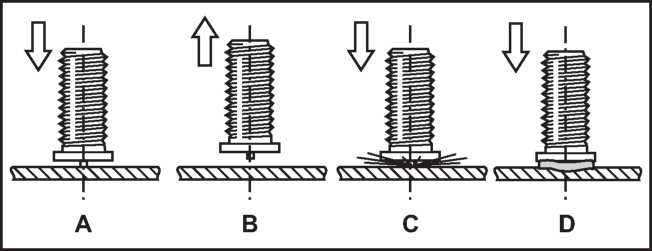
- Этот этап полностью совпадает с первоначальным этапом первого способа, то есть сначала крепежный элемент устанавливается в гнездо сварочного пистолета и прижимается к основанию поверхности, к которой он будет приварен. Однако здесь есть одно отличие. Для такого способа необходим пистолет подъемного типа.
- Запускается сварочный процесс и в сварочном пистолете разрывается электрический контакт, который подает электрический потенциал, возникающий в конденсаторной батарее, расположенной в силовом блоке. Электрический потенциал воздействует непосредственно на крепежный элемент.
- Электрическая дуга плавит нижнюю границу крепежного элемента и металлическую поверхность, к которой он будет приварен. Она возникает во время касания выступающего кончика металла, который опускается вниз под действием пружины сварочного пистолета.
- Заключительным этапом приварки является прижим крепежного элемента к металлической поверхности.
С помощью такого вида сварки можно получать стойкие и прочные соединения из латуни, а также нержавеющей и обычной стали. При этом, выбирая из двух способов сварки, стоит выбрать «метод предварительного подъема», который является наиболее эффективным и универсальным. Ведь с его помощью можно также приваривать алюминий.
Сферы применения CD сварки:
Конденсаторную сварку можно использовать в любой сфере, где необходима приварка к тонколистовому материалу, обратная сторона которого не должна иметь повреждений и следов сварки. Таким образом, CD сварку применяют для изготовления корпусов электроаппаратуры, металлической мебели, вентиляционного оборудования, а также в разных областях строительства.
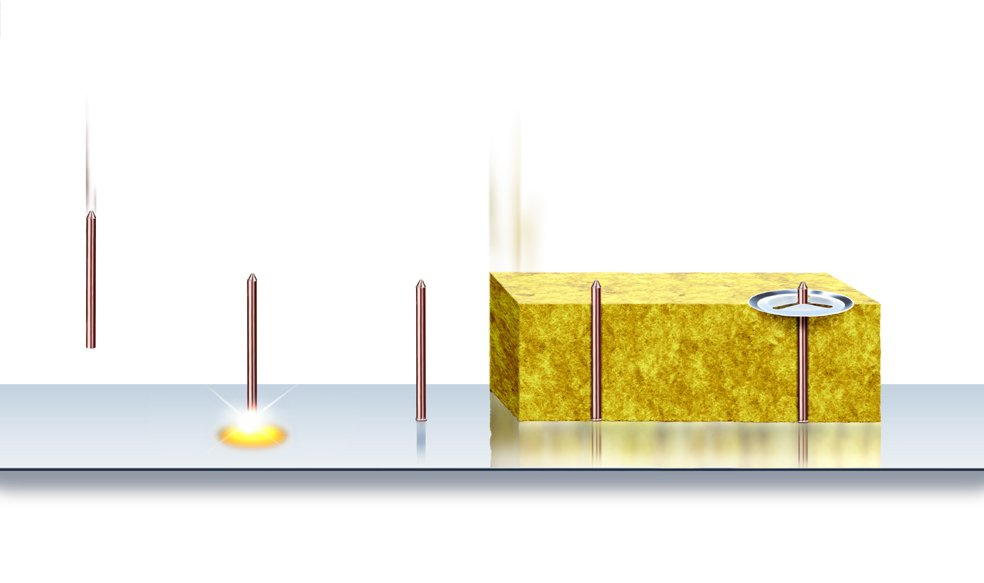
Пример применения приварных изоляционных гвоздей для установки и монтажа теплоизоляции на металлические поверхности.
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ ПО ПРИМЕНЕНИЮ КОНДЕНСАТОРНОЙ СВАРКИ
Механические характеристики материалов:
| Сталь 4.8 | ||
| Предел прочности на разрыв | Rm: | 420 H/мм2 min. |
| Предел текучести | Re: | 340 Н/мм2 min. |
| Удлинение | A5 | 14 % min. |
| Нержавеющая сталь 1.4301 / 1.4303 | ||
| Предел прочности на разрыв | Rm: | 500 Н/мм2 min. |
| Предел текучести | Re: | 210 Н/мм2 min. |
| Удлинение | A5 | 0.6 d |
| Алюминий Al Mg 3 | ||
| Предел прочности на разрыв | Rm: | 180 Н/мм2 min. |
| Алюминий Al 99.5 | ||
| Предел прочности на разрыв | Rm: | 100 Н/мм2 min. |
| Латунь MS 63 (CuZn 37) | ||
| Предел прочности на разрыв | Rm: | 370 Н/мм2 min. |
Максимальный момент скручивания (Нсм)
| Материал шпильки | Сталь 4.8 | Нержавеющая сталь: А2-50 | Латунь Ms 63 | Алюминий AlMg3 |
| М 3 | 80 | 50 | 60 | 40 |
| М 4 | 180 | 110 | 130 | 90 |
| М 5 | 360 | 230 | 270 | 190 |
| М 6 | 610 | 380 | 450 | 310 |
| М 8 | 1500 | 950 | 1100 | 750 |
| М 10 | 3000 | 1900 | 0 | 0 |
| М 12 | 5300 | 3300 | 0 | 0 |
Таблица сочетания материалов (cd)
| Материал крепежа | ||||
| Материал поверхности | Сталь 4.8 |
Нержавеющая сталь 08Х18Н10 | Алюминий AlMg3 |
Латунь CuZn37 |
| Низкоуглеродистая сталь (С < 0.35 %) | Отлично | Отлично | --- | Отлично |
| Среднеуглеродистая сталь (С < 0.6 %) | Хорошо | Отлично | --- | Хорошо |
| Оцинкованный металл | Хорошо | Хорошо | --- | --- |
| Структурированная сталь | Отлично | Отлично | --- | Отлично |
| Нержавеющая сталь | Отлично | Отлично | --- | Отлично |
| Латунь | Хорошо | Хорошо | --- | Хорошо |
| Медь | Хорошо | Хорошо | --- | Хорошо |
| Алюминий - магний (AlMg 3, AlMg 5) | --- | --- | Отлично | --- |
| DIE-CAST ZINC ALLOYS | Хорошо | Хорошо | Отлично | Хорошо |
Копирование материалов с сайта без ссылки на этот ресурс запрещено.
Создание сайта
ул. Уральская, д. 83 А



